









Poeiertoevoermondstuk
1. Drieweg-/vierweg-koaksiale poeiertoevoermondstuk: die poeier word direk vanaf die drieweg-/vierweg-mondstuk uitgevoer, by een punt gekonvergeer, die konvergensiepunt is klein, die poeierrigting word minder deur swaartekrag beïnvloed, en die rigting is goed, geskik vir driedimensionele laserrestourasie en 3D-drukwerk.
2. Ringvormige koaksiale poeiertoevoermondstuk: Die poeier word deur drie of vier kanale ingevoer, en na interne homogeniseringsbehandeling word die poeier in 'n ring uitgevoer en konvergeer. Die konvergensiepunt is relatief groot, maar meer uniform, en is meer geskik vir lasersmelting met groot kolle. Dit is geskik vir laserbekleding met 'n hellingshoek binne 30°.
3. Sywaartse poeiertoevoermondstuk: eenvoudige struktuur, lae koste, gerieflike installasie en aanpassing; die afstand tussen poeieruitlate is groot, en die beheerbaarheid van poeier en lig is beter. Die laserstraal en poeiertoevoer is egter asimmetries, en die skanderingsrigting is beperk, dus kan dit nie 'n eenvormige bekledingslaag in enige rigting genereer nie, dus is dit nie geskik vir 3D-bekleding nie.
4. Staafvormige poeiertoevoermondstuk: poeierinvoer aan beide kante, na homogeniseringsbehandeling deur die poeieruitvoermodule, voer staafvormige poeier uit en versamel op een plek om 'n 16 mm * 3 mm (aanpasbare) strookvormige poeiervlek te vorm, en die ooreenstemmende Die kombinasie van strookvormige kolle kan grootformaat laseroppervlakherstel bewerkstellig en die doeltreffendheid aansienlik verbeter.
Poeiervoerder
Dubbelloop poeiervoerder hoofparameters
Poeiervoerdermodel: EMP-PF-2-1
Poeiervoersilinder: dubbelsilinderpoeiervoer, PLC-onafhanklik beheerbaar
Beheermodus: vinnige skakelaar tussen ontfouting- en produksiemodus
Afmetings: 600mmX500mmX1450mm (lengte, breedte en hoogte)
Spanning: 220VAC, 50HZ;
Krag: ≤1kw
Stuurbare poeierdeeltjiegrootte: 20-200μm
Poeiervoerskyfspoed: 0-20 rpm traplose spoedregulering;
Poeiervoeding herhalingsakkuraatheid: <±2%;
Vereiste gasbron: Stikstof/Argon
Ander: Die bedieningskoppelvlak kan volgens vereistes aangepas word


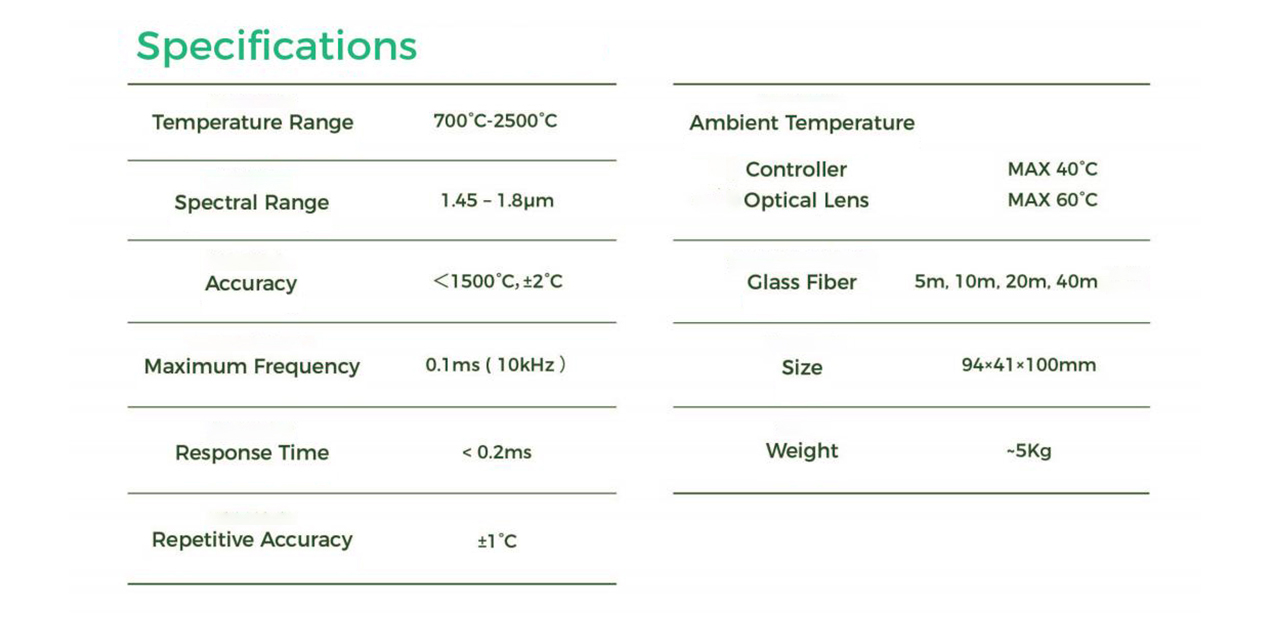
Laserpirometer
Geslote-lus temperatuurbeheer, soos laserblus, bekleding en oppervlakbehandeling, kan die verhardingstemperatuur van rande, uitsteeksels of gate akkuraat handhaaf.
Die toetstemperatuurbereik is van 700 ℃ tot 2500 ℃.
Geslote-lus beheer, tot 10kHz.
Kragtige sagtewarepakkette vir
prosesopstelling, visualisering, en
databerging.
Industriële l/O-terminale met 24V digitale en analoog 0-10V l/O vir outomatiseringslyn
integrasie en laserverbinding.
Voordele van laserbekleding


Laserbekledingstoepassings
● In die motorbedryf, soos enjinkleppe, silindergroewe, ratte, uitlaatklepsitplekke en sommige onderdele wat hoë slytasieweerstand, hittebestandheid en korrosiebestandheid vereis;
● In die lugvaartbedryf word sommige legeringspoeiers op die oppervlak van titaniumlegerings aangebring om die probleem van titaniumlegerings op te los. Nadele van groot wrywingskoëffisiënt en swak slytasieweerstand;
● Nadat die oppervlak van die vorm in die vormbedryf met laserbekleding behandel is, word die oppervlakhardheid, slytasieweerstand en hoëtemperatuurweerstand aansienlik verbeter;
●Die toepassing van laserbekleding vir rolle in die staalbedryf het baie algemeen geword.
parameter
Werkbeginsel van laserbekleding
Deur bekledingsmateriaal op die oppervlak van die substraat by te voeg en 'n hoë-energiedigtheid laserstraal te gebruik om dit saam met die dun laag op die substraatoppervlak te smelt, word 'n metallurgies gebonde bekledingslaag op die oppervlak van die substraat gevorm.
Ons moet weet
As jy wil weet of laserbekleding geskik is vir jou, moet jy die volgende punte noem:
1. Watter materiaal is jou produk; watter materiaal benodig bekleding;
2. Die vorm en grootte van die produk, dit is die beste om foto's te verskaf;
3. U spesifieke verwerkingsvereistes: verwerkingsposisie, breedte, dikte en produkprestasie na verwerking;
4. Benodig verwerkingsdoeltreffendheid;
5. Wat is die kostevereiste?
6. Die tipe laser (optiese vesel of halfgeleier), hoeveel krag, en die verlangde fokusgrootte; of dit 'n ondersteunende robot of 'n masjiengereedskap is;
7. Is u vertroud met die laserbekledingsproses en benodig u tegniese ondersteuning?
8. Is daar enige presiese vereiste vir die gewig van die laserbekledingskop (veral die las van die robot moet in ag geneem word wanneer die robot ondersteun word);
9. Wat is die vereiste afleweringstyd?
10. Het jy proefleeswerk nodig (ondersteuningsproefleeswerk)?







